






AI智能儀表在冶金性能測控系統中的應用
摘要:由AI智能調節器實(shí)現電爐溫度的精確控制及溫度、壓力、流量、位移、失重量等的檢測,結合工控機組成集散控制系統,應用于冶金性能測控系統。系統具有運行可靠、抗干擾能力強及控制精度高等優(yōu)點(diǎn)。
引言:高爐冶煉系統是一個(gè)復雜的控制系統,對其進(jìn)行解剖代價(jià)高昂。該系統模擬高爐冶煉過(guò)程檢測冶煉過(guò)程中溫度、壓力、流量、位移、失重等各參數的變化規律建立冶金性能測控系統大型實(shí)驗室,依據實(shí)驗結果對高爐冶煉過(guò)程提供指導性意見(jiàn)。系統采用集散控制結構,現場(chǎng)由廈門(mén)宇電的AI智能儀表實(shí)現溫度等的精確控制,由PLC來(lái)實(shí)現過(guò)程開(kāi)關(guān)量、部分模擬量及定時(shí)計數等的過(guò)程控制,由工控機實(shí)現集中管理。AI智能儀表先進(jìn)的AIBUS+通訊協(xié)議,支持RS485通訊接口,配合EM-485B模塊構成了該系統的計算機通訊系統,通過(guò)RS-485串行通訊實(shí)現19個(gè)通道溫度、流量、壓力、位移的集中監控。
1、控制系統的硬件組成
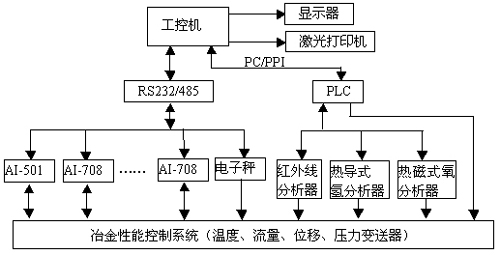
整個(gè)系統的控制對象主要為11個(gè)大型電爐及其附屬設施和氣體處理及檢測部分,其中除了對溫度的精確檢測及控制外,物料反應過(guò)程中的荷重軟化位移,物料重量,氣體流量,氣體壓力及熔融滴落過(guò)程中的熔滴計數都需要進(jìn)行檢測,這些參數主要通過(guò)現場(chǎng)AI智能儀表檢測并以數字量傳入總線(xiàn)。系統結構如下圖1所示:
| 圖一:硬件組成結構框圖 |
 |
1.1 控制方式選擇
系統主要對溫度實(shí)行精確控制,AI人工智能儀表具備位式控制(ON-OFF)、標準PID、AI人工智能調節APID或MPT等多種調節方式,對于多數電爐采用標準的PID控制方式,可以滿(mǎn)足工藝條件的要求,用戶(hù)可以設置M5、P、t參數可以調節相應參數,實(shí)現用戶(hù)自定義調節。對于特殊的溫控系統設置CtrL進(jìn)入自整定調節,先進(jìn)的AI人工智能調節算法具有自整定、自學(xué)習功能,無(wú)超調及無(wú)欠調的優(yōu)良控制特性,自整定后的控制效果基本上都可以滿(mǎn)足工藝要求。
1.2 分段功率限制方式
系統中大部分電爐為電阻爐,少數高溫電爐以硅鉬棒為加熱材料,需采用降壓變壓器,低溫下近似短路,電阻遠低于高溫狀態(tài)。如果不進(jìn)行功率的限制,低溫下的電流將遠大于額定電流。設置CF參數,使儀表起用功率分段限制,此時(shí)儀表輸出下限將不作限制,而oPL將作為當溫度小于下限報警值LoAL時(shí)輸出上限,當溫度大于下限報警值時(shí),則輸出上限為oPH,這樣就具備2段功率限制功能,有效地防止了加熱初期電流過(guò)大的危險。
1.3 控制系統的調試
對于有些電爐除了爐膛溫度的控制及檢測外,監測爐壁的溫度以計算電爐加熱過(guò)程中的溫度梯度分布曲線(xiàn),結合其控制同時(shí)可以減小控制對象的純滯后,帶來(lái)更好的控制效果。對于同一電爐溫度起始條件的顯示不一致,可通過(guò)Sc來(lái)校正。在調試過(guò)程中,單段升溫曲線(xiàn)的電爐首先考慮使用AI儀表的自整定調節功能,需要整定的參數為M5、P、t等參數,加熱器各段特性基本相同,自整定后獲得了滿(mǎn)意的控制效果,恒溫時(shí)控制精度小于±1℃,超調小于2℃。
2、控制系統的軟件結構及功能
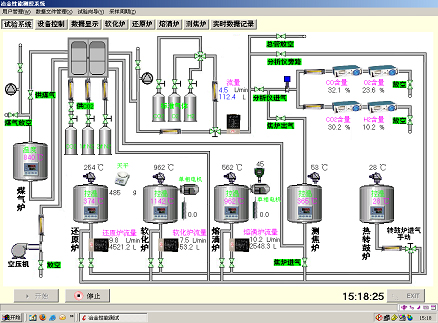
系統由2層結構組成,上位機為一臺工業(yè)控制機,實(shí)現集中控制及數據的采集與處理。下位機由PLC及現場(chǎng)AI智能儀表實(shí)現數字及模擬量的控制。系統同時(shí)具有手動(dòng)及自動(dòng)兩套控制方案,可以實(shí)現無(wú)擾動(dòng)的快速切換。上位機控制主界面如下圖2所示:
| 圖二:主界面圖 |
 |
主要實(shí)現以下功能:
2.1 人機交互功能
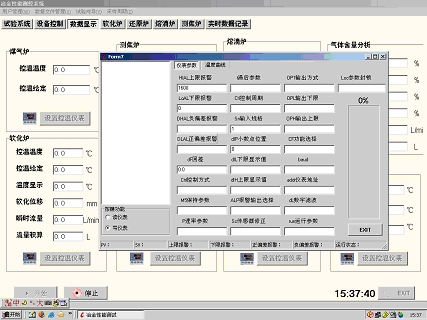
系統的監控主界面顯示當前各虛擬設備的布置情況及在線(xiàn)狀態(tài),實(shí)時(shí)數據按詳細數據、各種數據等不同表現形式動(dòng)態(tài)刷新顯示,各參數(溫度、流量等)的實(shí)時(shí)曲線(xiàn)繪制,現場(chǎng)各開(kāi)關(guān)量的界面控制,歷史數據查詢(xún),EXCEL報表生成,系統報警狀態(tài)及AI智能儀表的參數設置等功能。
| 圖三:儀表設置及數據顯示 |
 |
2.2 數據庫管理
各項實(shí)時(shí)數據及歷史數據的管理,數據保存及導入EXCEL。
2.3 用戶(hù)及系統管理
系統分為系統管理員,操作員及安全員組成,各角色以不同權限限制;根據實(shí)際系統的需要對于采樣頻率的設定,實(shí)時(shí)刷新的時(shí)間間隔及報警方式等進(jìn)行管理。
3、結語(yǔ)
本系統已在廣東韶關(guān)鋼鐵廠(chǎng)成功投入使用,系統運行安全可靠,由AI智能調節器,PLC及工控機組成的集散控制系統具有抗干擾能力強,控制精度高等優(yōu)點(diǎn),極大地滿(mǎn)足了工藝條件的各項控制性能指標要求。